


| ቅጥ | ቴክኒካል | ቁሳቁስ | መደበኛ | ደረጃ | አጠቃቀም |
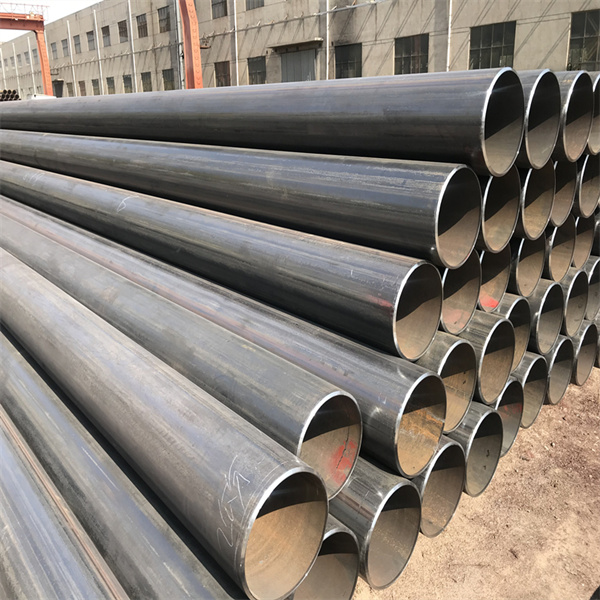
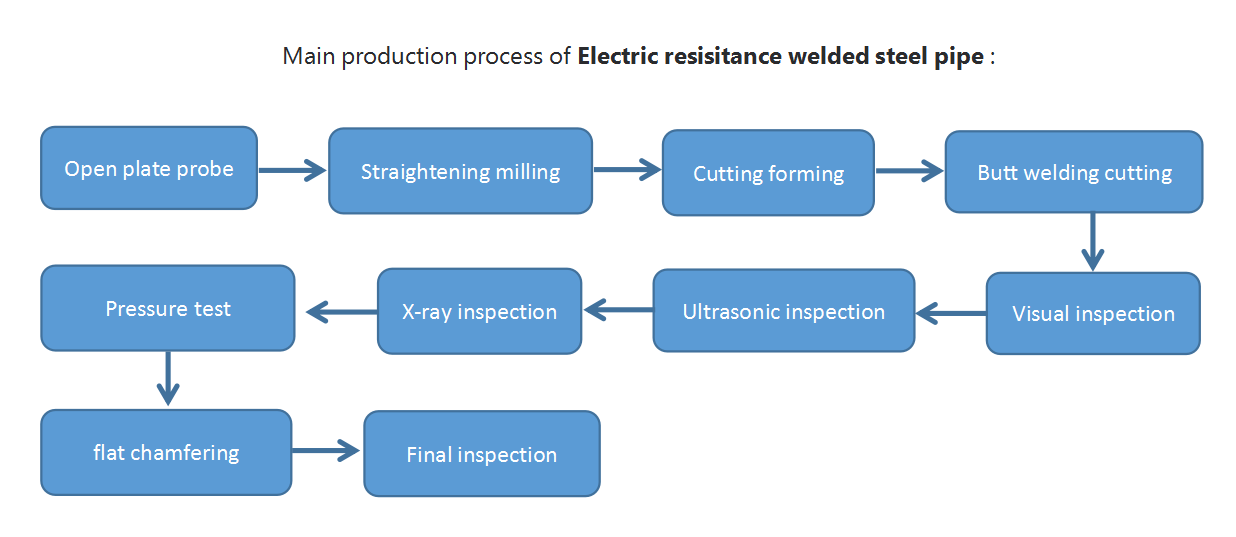
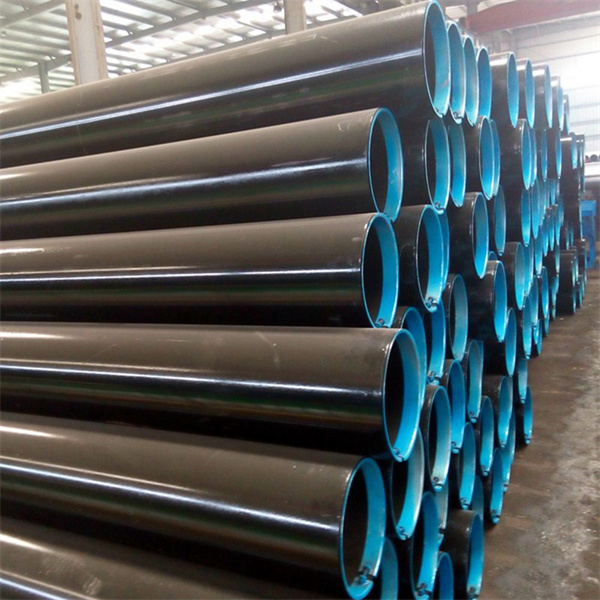
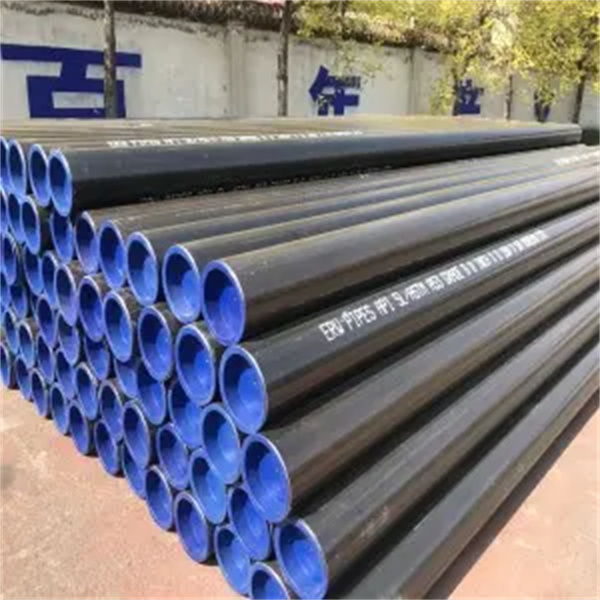
| የኤሌክትሪክ መቋቋም በተበየደው (ERW) የብረት ቱቦ | ከፍተኛ ድግግሞሽ | የካርቦን ብረት | API 5L PSL1&PSL2 | GR.B፣X42፣X46፣X52፣X60፣X65፣X70፣ወዘተ | የነዳጅ እና የጋዝ መጓጓዣ |
| ASTM A53 | GR.A, GR.B | ለመዋቅር (Piling) | |||
| ASTM A252 | GR.1፣ GR.2፣GR.3 | ||||
| BS EN10210 | S275JRH፣S275J0H፣S355J0H፣S355J2H፣ወዘተ | ||||
| BS EN10219 | S275JRH፣S275J0H፣S355J0H፣S355J2H፣ወዘተ | ||||
| JIS G3452 | SGP, ወዘተ | ዝቅተኛ-ግፊት ፈሳሽ ማጓጓዝ | |||
| JIS G3454 | STPG370፣STPG410፣ወዘተ | ከፍተኛ-ግፊት ፈሳሽ ማጓጓዝ | |||
| JIS G3456 | STPG370፣STPG410፣STPG480፣ወዘተ | ከፍተኛ ሙቀት የብረት ቱቦዎች |


በዚህ ዝርዝር ውስጥ የታዘዘ ቧንቧ ለግፊት አገልግሎት በ 350 ℃ ግምታዊ ከፍተኛ የሙቀት መጠን ነው።



ባዶ ቧንቧ ፣ ጥቁር ሽፋን ወይም ሙቅ ዳይፕ ዚንክ-የተሸፈነ (የተበጀ);
በሁለት የጥጥ መወንጨፊያዎች በጥቅል;
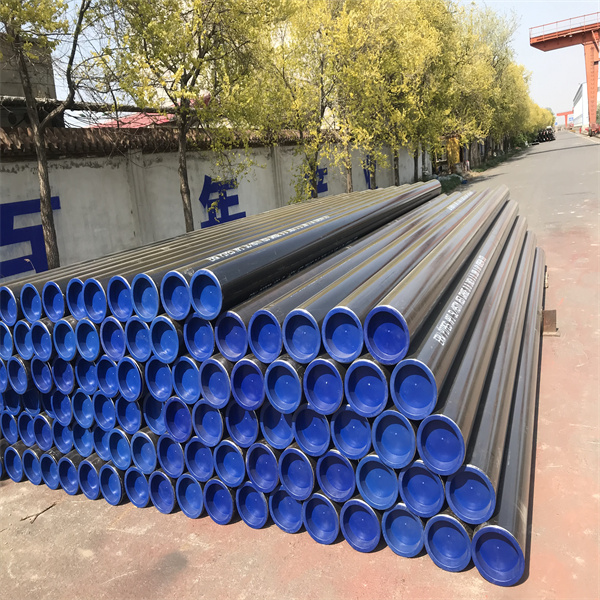
ሁለቱም መጨረሻ ተከላካዮች ጋር ያበቃል;
የሜዳ ጫፍ፣ የቢቭል ጫፍ (በገዢው እና S≤22 ሚሜ በሚፈለግበት ጊዜ የቧንቧው ጫፍ መታጠፍ አለበት፣ ዲግሪ: 30° (+5° ~ 0°)፣ እና የሥሩ ግድግዳ ውፍረት በ<2.4 አይቀንስም። ሚሜ.);
ምልክት ማድረግ.
የቧንቧ ማብቂያ መከላከያ
በቧንቧዎች ላይ ምልክት ማድረግ

በቧንቧዎች ላይ ምልክት ማድረግ
ደረጃ እና ኬሚካላዊ ቅንብር ()
| ደረጃ | ሲ≤ | ሲ≤ | Mn | ፒ≤ | ኤስ ≤ |
| STPG370 | 0.25 | 0.35 | 0.30 ~ 0.90 | 0.040 | 0.040 |
| STPG410 | 0.30 | 0.35 | 0.30 ~ 1.00 | 0.040 | 0.040 |
|
|
|
|
|
|
|
| ሜካኒካል ንብረቶች | ||||||
| ደረጃ | የመለጠጥ ጥንካሬ | ጥንካሬን ይስጡ | ማራዘም % | |||
| N/m㎡ | N/m㎡ | No.11 ወይም No.12 የሙከራ ቁርጥራጮች | ቁጥር 5 የሙከራ ቁርጥራጮች | ቁጥር 4 የሙከራ ቁራጭ | ||
|
|
| ቁመታዊ | ተዘዋዋሪ | ቁመታዊ | ተዘዋዋሪ | |
| STPG370 | 370 ደቂቃ | 215 ደቂቃ | 30 ደቂቃ | 25 ደቂቃ | 28 ደቂቃ | 23 ደቂቃ |
| STPG410 | 410 ደቂቃ | 245 ደቂቃ | 25 ደቂቃ | 20 ደቂቃ | 24 ደቂቃ | 19 ደቂቃ |



የ OD እና WT መቻቻል
| ክፍፍል | መቻቻል በኦ.ዲ | በ WT ላይ መቻቻል | ||
| ቀዝቃዛ የተጠናቀቀ ERW ብረት ቧንቧ | 24A ወይም ከዚያ በታች | +/- 0.3 ሚሜ | ከ 3 ሚሜ በታች
3 ሚሜ ወይም ከዚያ በላይ | +/- 0.3 ሚሜ
+/- 10% |
| 32A ወይም ከዚያ በላይ | +/- 0.8% |
|
| |
| መጠናቸው 350A ወይም በላይ ለሆኑ ቱቦዎች፣ በኦዲ ላይ ያለው መቻቻል በክብ ርዝመት ሊወሰን ይችላል።በዚህ ሁኔታ, መቻቻል +/- 0.5% መሆን አለበት. | ||||

ERW Weld ቧንቧ ወደ ማሌዥያ ይርከብ

ERW Weld ቧንቧ ወደ ፊሊፒንስ ይላኩ።





