
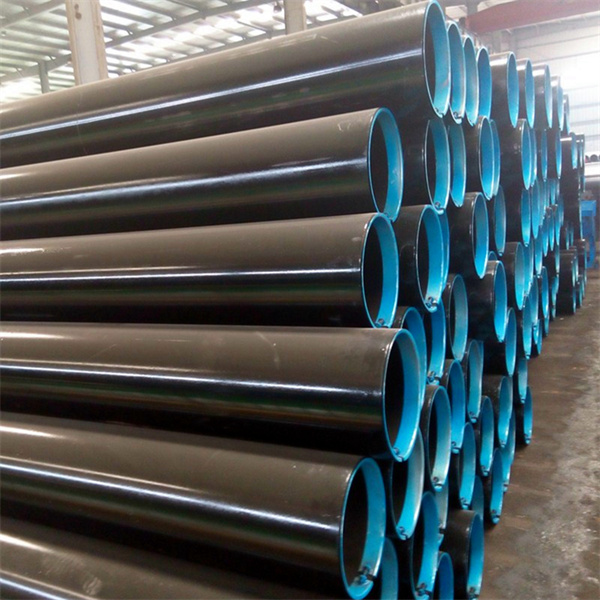


Botop Steel Supply ERW Steel Pipe from GR.B,X42,X46,GR.1,GR.2,S355J0H,S275JRH,SGP,etc
| Style | Standard | Grade | Usage |
| ERW Steel Pipe | API 5L PSL1&PSL2 | GR.B,X42,X46,X52,X60,X65,X70,etc | Transportation of oil and gas |
| ASTM A53 | GR.A ,GR.B | ||
| ASTM A252 | GR.1, GR.2,GR.3 | For Structure (Piling) | |
| BS EN10210 | S275JRH,S275J0H,S355J0H,S355J2H,etc | ||
| BS EN10219 | S275JRH,S275J0H,S355J0H,S355J2H,etc | ||
| JIS G3452 | SGP,etc | Transportation of Low-pressure fluid |
|
| JIS G3454 | STPG370,STPG410,etc | Transportation of High-pressure fluid |
|
| JIS G3456 | STPG370,STPG410,STPG480,etc | High temperature steel pipes |
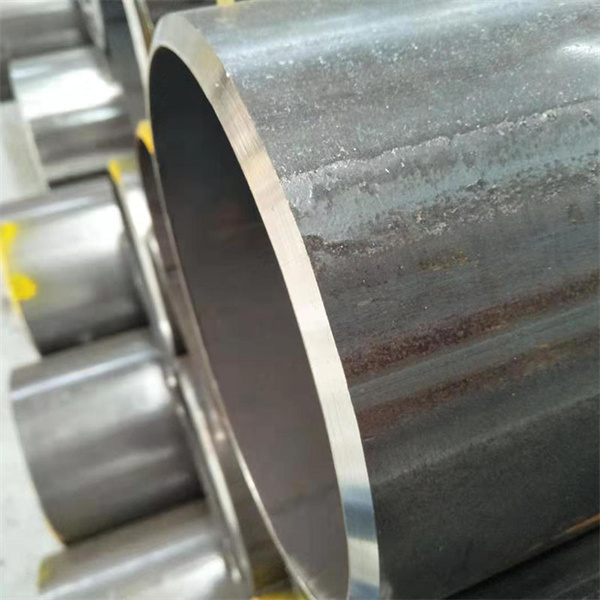
Pipe End Beveling

Black Painting with Marking

Bundling and Sling
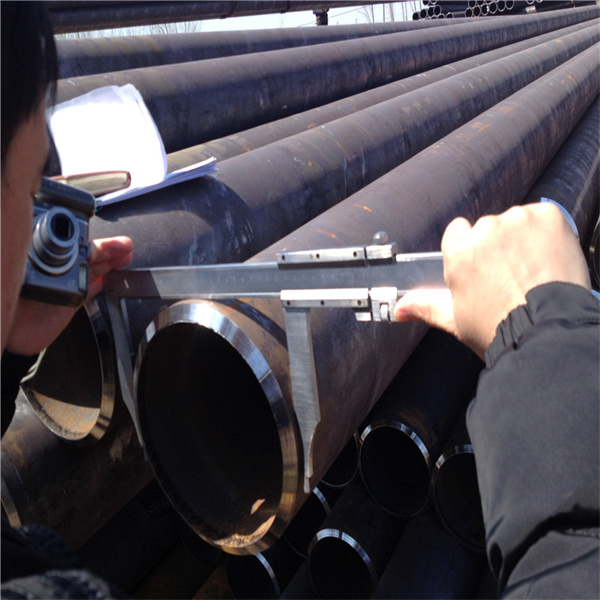
Out Diameter Inspection

Wall Thickness Inspection

End Inspection

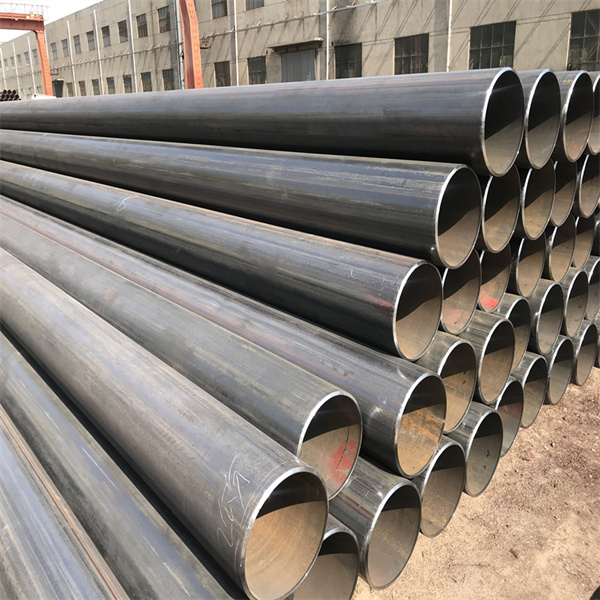
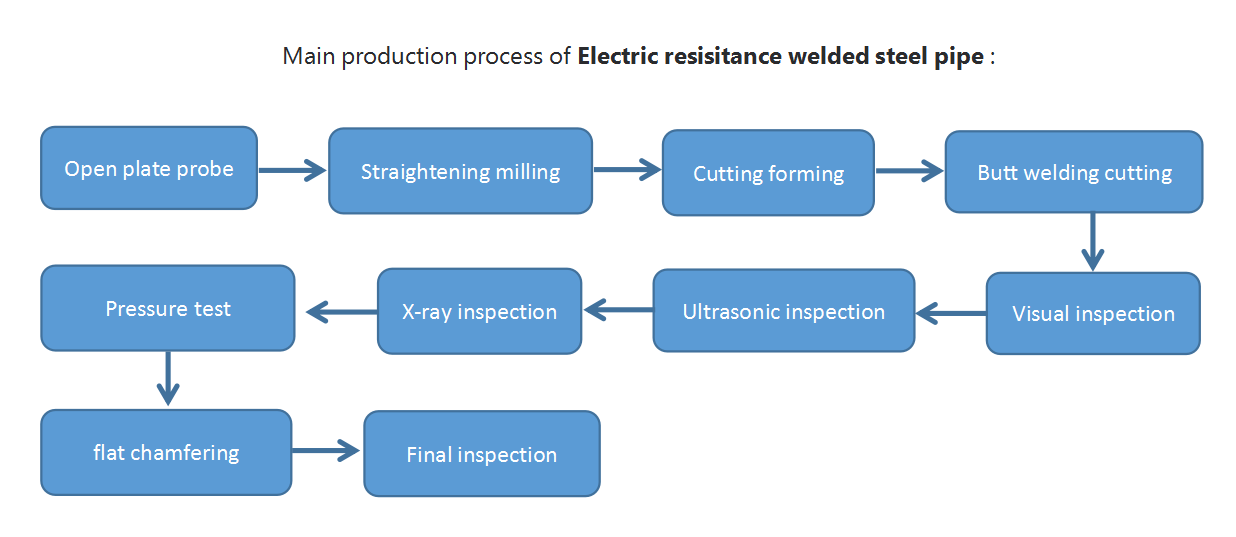
Electric resistance welded(The manufacturing method is Electric resistance welding or butt welding. The finish method can be hot-finished or cold-finished. The cold-finished pipes shall be annealed after manufacturing.)
Tolerance of OD and W.T
|
Division |
Tolerance on O.D |
Tolerance on W.T |
|
|
ERW Steel Pipe |
10.5mm≤D≤48.6mm |
±0.5 mm |
-12.5% + Not specified |
|
D=60.5mm |
±0.5 mm |
||
|
D=76.3mm |
±0.7 mm |
||
|
89.1mm≤D≤139.8mm |
±0.8 mm |
||
|
D=165.2mm |
±0.8 mm |
||
|
D=190.7mm |
±0.9 mm |
||
|
D=216.3mm |
±1.0 mm |
||
|
D=241.8mm |
±1.2 mm |
||
|
D=267.4mm |
±1.3 mm |
||
|
D=318.5mm |
±1.5mm |
||
|
355.6mm≤D≤508.0mm |
- |
||


| Astm A252 ERW Pipe | Round ERW Pipe |
| Astm A53 B ERW Pipe | ERW Welded Steel Pipe |
| ERW Steel Pipe Pile | ERW Black Steel Pipe |
| Mild Steel ERW Pipe | ERW Carbon Steel Pipe |
ASTM A53 Gr.A &Gr. B Carbon ERW Steel Pipe For High Temperature
EN10210 S355J2H STRUCTURAL ERW STEEL PIPE
JIS G3454 Carbon ERW Steel Pipe Pressure Service
JIS G3452 Carbon ERW Steel Pipes For Ordinary Piping
EN10219 S275J0H S275J2H / S275JRH STRUCTURAL ERW Steel Piles Pipe





