


| Product Name | seamless steel pipes |
| Material/Grade | 1010,1026,X42,X46,X52,X56,X60,X70,ASTM A106,ST52,ST37,ST45,ST45. |
| Standard | API,ASTM A530,ASTM A519,ASTM A53/A106 |
| Outter Diameter (OD) | 13.7-762mm |
| Thickness | 2-80mm |
| Length | 1-12m, Fixed length, random length or as required |
| Test | Chemical Component Analysis,Mechanical Properties, Technical Properties, ExteriorSize, Nondestructive Testing |
| Advantages | Competitive price, Quality assurance, Short delivery time, Superior Service,Minimum quantity is small |
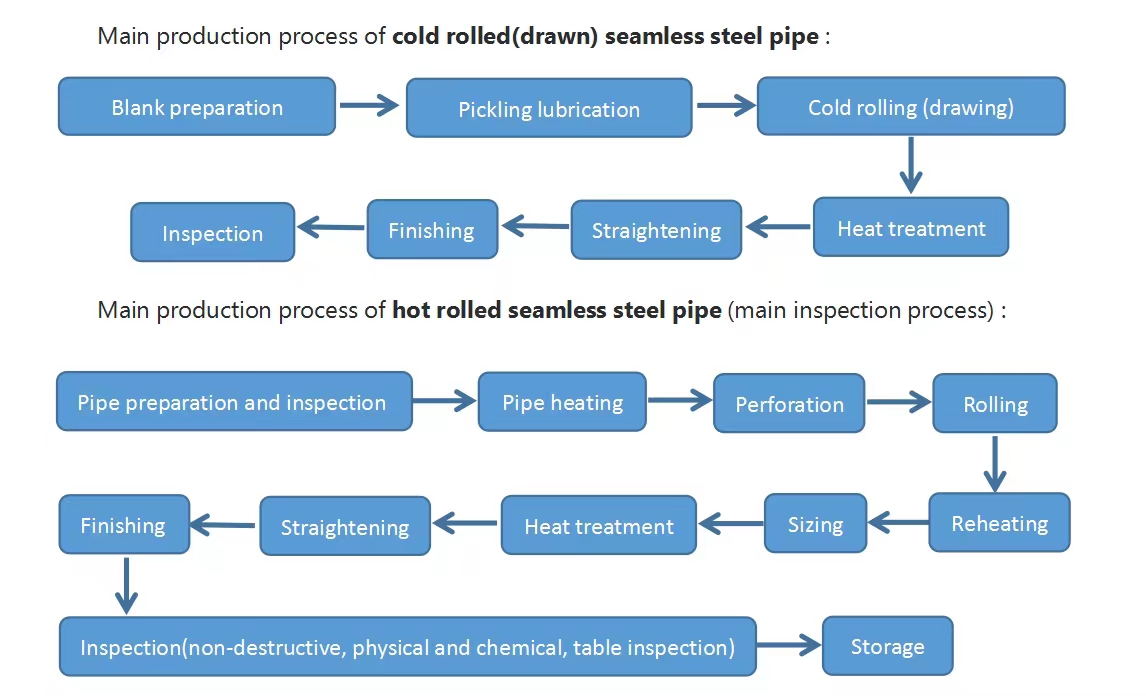
| Technique | Hold Rolled |
| Standard | ASTM AISI DIN JIS GB EN |
| Application | Construction, Industry, decoration and foodstuff etc. |
| Monthly Supply | 5000 Tons |
| Delivery Time | 7-10 Working Days after Deposit |
| Package | Plywood Case/Pallet or Other Export Package Suitable for Long Distance Shipping |



|
Grade and Chemical Composition (%) For API 5L PSL1 |
|||||
|
Standard |
Grade |
Chemical composition(%) |
|||
|
C |
Mn |
P |
S |
||
| API 5L |
B |
≤0.28 |
≤1.20 |
≤0.030 |
≤0.030 |
|
B |
≤0.26 |
≤1.20 |
≤0.030 |
≤0.030 |
|





|
Mechanical Properties of API 5L GR.B Seamless Line Pipe (PSL1) |
||||
|
Yield Strength(MPa) |
Tensile Strength(MPa) |
Elongation A% |
||
|
psi |
MPa |
psi |
MPa |
Elongation (Min ) |
|
35,000 |
241 |
60,000 |
414 |
21~27 |
|
Mechanical Properties of API 5L GR.B Seamless Line Pipe (PSL2) |
|||||
|
Yield Strength(MPa) |
Tensile Strength(MPa) |
Elongation A% |
Impact (J) |
||
|
psi |
MPa |
psi |
MPa |
Elongation (Min ) |
Min |
|
241 |
448 |
414 |
758 |
21~27 |
41(27) |
|
35,000 |
241 |
65,000 |
448 |
21~27 |
41(27) |

NDT(UT) Testing

Bend Testing

Mechanical Properties Testing





